
CGWK レールクリップ
CGWKレールクリップの仕様
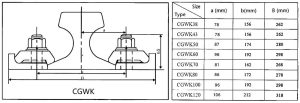
- モデル:CGWK38, CGWK43, CGWK50, CGWK60, CGWK70, CGWK80, CGWK100, CGWK120
- 固定方法:溶接ベースプレート
CGWKレールクリップの特徴
ベースプレート溶接
について CGWKベースプレート は、2 面隅肉溶接または 3 面回り込み溶接を使用して、鋼製クレーン・ビームの上部フランジに溶接されます。これにより、クレーンからの水平方向の横力がクレーン・ビームに均等に伝達されます。その結果、ビームフランジへの広範な穴あけによって一般的に生じる構造上の弱点が回避され、クレーンシステムの全体的な安定性が向上します。
球面ヒンジ接続
ベースプレートとアッパークランププレートは球面ヒンジで接続されています。この設計により、横方向の力を受けてもわずかに傾くことができ、クレーンビームとブレーキシステムにかかる水平方向の力の影響を効果的に緩和します。その結果、クレーンビームとブレーキシステムにかかる応力を軽減し、寿命を延ばすことができます。
ポジショニングの近さ
について CGWKベースプレート は、レールの下端より約 1mm 下に戦略的に配置されています。この正確な位置決めにより、レールの横方向の動きが効果的に制限され、より高い安定性が確保され、運転中のレールのずれの危険性が減少します。
安定性のための特殊ボルト
固定部品の荷重配分を最適化するため、特殊なボルトが使用されている。このボルトはシステム全体の安定性を高め、上部クランププレートは簡単に取り外すことができる。この設計上の特徴により、設置やメンテナンスが大幅に簡素化され、システムがより使いやすく、費用対効果に優れています。
素材と強度
すべての固定部品は低合金高強度鋼で作られており、耐久性と強度を確保しています。M20等級8.8強度のボルトは220N-mのトルクで締め付けられ、堅牢で確実な固定を提供します。さらに、このシステムは各車輪荷重点で最大65kNの横力に耐えることができ、厳しいクレーン作業における信頼性を保証します。
CGWKレールクリップ取付説明書
レール・アライメント
取り付けを開始する前に、設計仕様に従ってレールの位置合わせを行うことが重要です。このステップは、レールの正しい位置とシステム全体の適切な機能を確保するために非常に重要です。
ベースプレートの位置決め
次に、ベースプレートをレール方向に 500mm 間隔で配置する。さらに、ボルトの中心からレールの中心までの垂直距離(値a)が正しく配置されていることを確認し、適切なアライメントと機能を確保する。
ベースプレート溶接
ベースプレートの位置が決まったら、指定の溶接方法(2 面溶接または 3 面溶接)でベースプレートをクレーンビームに溶接します。このステップでベースプレートがクレーンビームに固定され、レ ールクリップの安定した土台が形成されます。
コンポーネント組立
を組み立てる。 CGWKレールクリップ以下の順番に従ってください:
- 部品を固定するボルトの位置を決める。
- アッパークランププレートをベースプレートの上に置きます。
- 平ワッシャー、スプリングワッシャー、ナットをボルトに加える。
- 最後にナットを220N-mのトルクで締め付け、システムが確実に組み立てられて使用できることを確認する。
これらの指示に従うことで CGWKレールクリップ システムは効率的に設置され、クレーンレールの固定に信頼性と耐久性のあるソリューションを提供します。精密な設計、高強度素材の使用、設置の容易さにより、要求の厳しい産業用途に理想的な選択肢となります。







