
CGWK 레일 클립
CGWK 레일 클립 사양
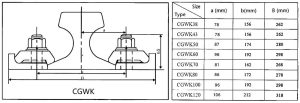
- 모델: CGWK38, CGWK43, CGWK50, CGWK60, CGWK70, CGWK80, CGWK100, CGWK120
- 수정 방법: 용접 베이스 플레이트
CGWK 레일 클립의 특징
베이스 플레이트 용접
그리고 CGWK 베이스 플레이트 는 양면 필렛 용접 또는 3면 랩 어라운드 용접을 사용하여 강철 크레인 빔의 상부 플랜지에 용접됩니다. 이렇게 하면 크레인의 수평 횡력이 크레인 빔에 고르게 전달됩니다. 결과적으로 일반적으로 빔 플랜지에 광범위한 드릴링으로 인해 발생하는 구조적 약점을 방지하여 크레인 시스템의 전반적인 안정성을 향상시킵니다.
구형 힌지 연결
베이스 플레이트와 상부 클램핑 플레이트는 구형 힌지를 통해 연결됩니다. 이 설계는 횡력 하에서 약간의 기울기를 허용하여 크레인 빔과 제동 시스템에 가해지는 수평력의 영향을 효과적으로 완화합니다. 결과적으로 이러한 부품에 가해지는 스트레스를 줄여 크레인 빔과 제동 시스템의 수명을 연장하는 데 도움이 됩니다.
근접 위치 지정
그리고 CGWK 베이스 플레이트 는 레일 하단 가장자리에서 약 1mm 아래에 전략적으로 배치되어 있습니다. 이 정밀한 위치 지정은 측면 레일의 움직임을 효과적으로 제한하여 안정성을 높이고 작동 중 레일 오정렬의 위험을 줄입니다.
안정성을 위한 특수 볼트
고정 부품의 하중 분포를 최적화하기 위해 특수 볼트를 사용합니다. 이 볼트는 시스템의 전반적인 안정성을 향상시키고 상단 클램핑 플레이트는 쉽게 제거할 수 있습니다. 이 설계 기능은 설치와 유지보수를 크게 간소화하여 시스템을 더욱 사용자 친화적이고 비용 효율적으로 만듭니다.
소재 및 강도
모든 고정 부품은 저합금 고강도 강철로 제작되어 내구성과 강도를 보장합니다. M20 등급 8.8 강도 볼트는 220N-m의 토크로 조여져 견고하고 안전하게 고정됩니다. 또한 이 시스템은 각 휠 하중 지점에서 최대 65kN의 횡력을 견딜 수 있어 까다로운 크레인 작업에서도 안정성을 보장합니다.
CGWK 레일 클립 설치 지침
레일 정렬
설치를 시작하기 전에 설계 사양에 따라 레일을 정렬하는 것이 필수적입니다. 이 단계는 레일의 올바른 위치와 전체 시스템의 올바른 기능을 보장하는 데 매우 중요합니다.
베이스 플레이트 위치 지정
다음으로 레일 방향을 따라 베이스 플레이트를 500mm 간격으로 배치합니다. 또한 볼트 중심에서 레일 중심까지의 수직 거리(값 a)가 올바른 위치에 있는지 확인하여 적절한 정렬과 기능을 보장합니다.
베이스 플레이트 용접
베이스 플레이트가 배치되면 지정된 용접 방법(양면 또는 3면 용접)을 사용하여 베이스 플레이트를 크레인 빔에 용접합니다. 이 단계에서는 베이스 플레이트를 크레인 빔에 고정하여 레일 클립을 위한 안정적인 기초를 형성합니다.
구성 요소 어셈블리
조립하려면 CGWK 레일 클립를 클릭하고 아래 설명된 순서대로 다음 단계를 따르세요:
- 볼트를 배치하여 구성 요소를 고정합니다.
- 상단 클램핑 플레이트를 베이스 플레이트 위에 놓습니다.
- 볼트에 평와셔, 스프링 와셔, 너트를 추가합니다.
- 마지막으로 너트를 220N-m의 토크로 조여 시스템이 단단히 조립되어 사용할 준비가 되었는지 확인합니다.
이 지침을 따르면 CGWK 레일 클립 시스템을 효율적으로 설치하여 크레인 레일을 고정할 수 있는 안정적이고 내구성 있는 솔루션을 제공합니다. 정밀한 설계, 고강도 소재 사용, 간편한 설치로 까다로운 산업 분야에 이상적인 선택입니다.






