CGWK skenklämma
Specifikationer för CGWK Rail Clip
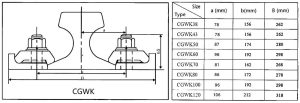
- Modeller: CGWK38, CGWK43, CGWK50, CGWK60, CGWK70, CGWK80, CGWK100, CGWK120
- Fastsättningsmetod: Svetsad bottenplatta
Funktioner hos CGWK Rail Clip
Svetsning av bottenplatta
Den CGWK basplatta svetsas till den övre flänsen på kranbalken av stål med antingen kälsvetsar på två sidor eller omslutande svetsar på tre sidor. Detta säkerställer att de horisontella sidokrafterna från kranen överförs jämnt till kranbalken. I sin tur undviker man de strukturella svagheter som vanligtvis orsakas av omfattande borrning på balkflänsen, vilket förbättrar kransystemets övergripande stabilitet.
Sfärisk gångjärnsanslutning
Basplattan och den övre klämplattan är förbundna med varandra genom ett sfäriskt gångjärn. Konstruktionen medger en lätt lutning under sidokrafter, vilket effektivt minskar horisontalkrafternas inverkan på kranbalken och bromssystemen. På så sätt bidrar den till att förlänga livslängden för både kranbalk och bromssystem genom att minska påfrestningarna på dessa komponenter.
Positionering Närhet
Den CGWK basplatta är strategiskt placerad cirka 1 mm under rälsens nedre kant. Denna exakta positionering begränsar effektivt rälsens rörelse i sidled, vilket ger ökad stabilitet och minskar risken för felaktig inriktning av rälsen under drift.
Specialbultar för stabilitet
För att optimera lastfördelningen på infästningskomponenterna används specialbultar. Dessa bultar förbättrar systemets övergripande stabilitet och den övre klämplattan kan enkelt tas bort. Denna designfunktion förenklar installation och underhåll avsevärt, vilket gör systemet mer användarvänligt och kostnadseffektivt.
Material och hållfasthet
Alla fästkomponenter är tillverkade av låglegerat höghållfast stål, vilket garanterar hållbarhet och styrka. Bultarna i hållfasthetsklass M20 Grade 8.8 dras åt med ett vridmoment på 220 Nm, vilket ger en robust och säker fastsättning. Dessutom klarar systemet en maximal sidokraft på 65 kN vid varje hjullastpunkt, vilket säkerställer dess tillförlitlighet vid krävande kranoperationer.
Installationsanvisningar för CGWK skenklämma
Järnvägsinriktning
Innan installationen påbörjas är det viktigt att rikta in skenan i enlighet med konstruktionsspecifikationerna. Detta steg är avgörande för att säkerställa att skenan är korrekt placerad och att hela systemet fungerar som det ska.
Positionering av basplatta
Placera sedan basplattorna längs skenriktningen med 500 mm mellanrum. Se dessutom till att det vinkelräta avståndet från bultens centrum till skenans centrum (värde a) är korrekt placerat för att säkerställa korrekt inriktning och funktion.
Svetsning av bottenplatta
När basplattorna har placerats ut ska du svetsa fast basplattan på kranbalken med den angivna svetsmetoden (antingen två- eller tresidig svetsning). Detta steg säkrar basplattorna till kranbalken och bildar en stabil grund för rälsklämmorna.
Montering av komponenter
För att montera CGWK skenklämmaFölj dessa steg i den ordning som beskrivs nedan:
- Placera bultarna för att säkra komponenterna.
- Placera den övre spännplattan på basplattan.
- Montera plattbrickor, fjäderbrickor och muttrar på bultarna.
- Dra slutligen åt muttrarna med ett vridmoment på 220N-m, så att systemet är ordentligt monterat och klart för användning.
Genom att följa dessa instruktioner kan CGWK skenklämma Systemet installeras effektivt och ger en tillförlitlig och hållbar lösning för att säkra kranskenor. Den exakta konstruktionen, användningen av höghållfasta material och den enkla installationen gör det till ett perfekt val för krävande industriella applikationer.