WJK skenklämma
Specifikationer för WJK Rail Clip
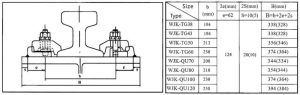
- Modeller: WJK-TG38, WJK-TG43, WJK-TG50, WJK-TG60, WJK-QU70, WJK-QU80, WJK-QU100, WJK-QU120
- Fastsättningsmetod: Svetsad bottenplatta
Egenskaper för WJK Rail Clip
Den WJK skenklämma är särskilt utformad för användning med stålbalkar och har en lyftkapacitet på 350 ton per set, som består av totalt sju komponenter. Den robusta konstruktionen säkerställer optimal prestanda i en rad olika tunga applikationer.
Svetsning av bottenplatta
Den WJK basplatta svetsas till kranbalkens fläns med hjälp av antingen tre sidors omgivande svetsar eller två sidors sidosvetsar. Denna konfiguration säkerställer att den horisontella sidokraften från kranen överförs smidigt till kranbalken. Dessutom minimeras den strukturella försvagningen som orsakas av överdriven borrning på flänsen, vilket avsevärt förbättrar kranbalkens tvärsnittsbärande kapacitet.
Kulledsanslutning
Basplattan är ansluten till T-bultarnas nedre ände via en kulledvilket gör att T-bulten kan förbli vinkelrät mot det övre locket under applicering av sidokrafter. Denna anslutningsdesign möjliggör också en lätt lutning. På så sätt mildras effektivt kranens laterala påverkan på rälsen, kranbalken och bromssystemet, vilket i slutändan förlänger dessa komponenters strukturella livslängd.
Platta för justering av mätare
Den WJK skenklämmor har en justeringsplatta för mätare, vilket möjliggör exakt finjustering av rälsprofilen. Denna funktion förbättrar inte bara installationsnoggrannheten utan minskar också avvikelser i skenans mittlinje. Dessutom har den en dubbel självlåsande mekanism som förhindrar att den lossnar under drift, vilket säkerställer stabil prestanda.
Enkel installation och enkelt underhåll
Den T-bultar och övre täckplåtar WJK-klämmorna kan enkelt monteras och demonteras, vilket avsevärt förenklar bygg- och underhållsarbetet. Den enkla installationen och det enkla underhållet leder till minskade driftstopp och ökad effektivitet i verksamheten.
Kompatibilitet med rälsens krökning
Den övre täckplatta är utformad för att matcha krökningen i skenans tvärsnitt. Detta säkerställer att skenan sitter fast ordentligt utan att hindra den från att röra sig något i längdriktningen. Dessutom underlättar denna funktion svetsningen av fullängdsskenor, vilket gör WJK-skenklämman mångsidig i olika skenkonfigurationer.
Fast avstånd mellan komponenterna
Avståndet mellan de fasta komponenterna bestäms utifrån kranens lyftkapacitet. För kranar med laster ≤275 ton är avståndet 600 mm, men för kranar med laster >275 ton minskas avståndet till 500 mm för att klara den ökade lasten.
Kompatibilitet med svetsmaterial
Den bas för den fasta komponenten svetsas fast på kranbalken med hjälp av elektrodmodeller som är kompatibla med materialet i de anslutande komponenterna. Till exempel, E4303 elektroder används för Q235 stål, medan E5015 elektroder är att föredra för Q345 stål för att säkerställa en stark och pålitlig bindning.
Svetstyper baserade på kranens arbetsuppgifter
Svetsmetoderna beror på kranens driftnivå. För medeltunga kranaranvänds tvåsidiga svetsfogar, medan kraftig (eller supertungt belastad) kräver kranar tre sidors omgivande svetsfogar för att klara de högre belastningarna och påfrestningarna.
Åtdragningsmoment för bult
För medeltunga kranar (Q ≤ 275t) är det maximala åtdragningsmomentet för bulten inställt på 150N-m, medan det för tunga kranarhar åtdragningsmomentet ökats till 220N-m för att klara de högre krafter som uppstår under drift.
Maximal sidokraft
Den maximalt tillåten lateral kraft för WJK-skenklämman är 45 kN. Detta säkerställer att skenklämman kan motstå betydande sidokrafter utan att dess strukturella integritet äventyras.
Genom att införliva dessa avancerade designfunktioner kan WJK skenklämma säkerställer en säker, tillförlitlig och hållbar anslutning mellan kranen och järnvägssystemet, vilket förbättrar den övergripande driftseffektiviteten och säkerheten.