
CGWK 軌道夾
CGWK 軌道夾規格
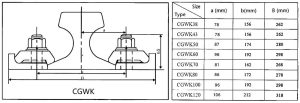
- 機型:CGWK38, CGWK43, CGWK50, CGWK60, CGWK70, CGWK80, CGWK100, CGWK120
- 固定方式:焊接底板
CGWK 軌道夾的特點
底板焊接
的 CGWK 底板 使用兩側角焊縫或三側環繞焊縫焊接到鋼制起重樑的上翼緣。這可確保吊車的水平側向力均勻地傳導至吊車樑。反過來,這也避免了通常在橫梁凸緣上大量鑽孔所造成的結構弱點,從而提高了起重機系統的整體穩定性。
球形鉸鏈式連接
底板和上夾板通過球形鉸鏈連接。這種設計允許在橫向力作用下輕微傾斜,從而有效減輕水平力對吊樑和剎車系統的影響。因此,它有助於延長起重樑和剎車系統的壽命,減少這些組件上的應力。
定位距離
的 CGWK 底板 的策略性位置,大約低於軌道底緣 1 公釐。這個精確的位置可有效限制軌道的橫向移動,確保更高的穩定性,並降低軌道在操作過程中發生錯位的風險。
特殊螺栓確保穩定性
為了優化固定組件上的負載分布,使用了特殊的螺栓。這些螺栓增強了系統的整體穩定性,而且上夾板可以輕鬆拆卸。這種設計特點大大簡化了安裝和維護,使系統更加人性化,更具成本效益。
材質與強度
所有固定組件均由低合金高強度鋼製成,確保耐用性與強度。M20 等級 8.8 強度螺栓的緊固扭力為 220N-m,提供堅固安全的固定。此外,系統在每個車輪負載點可承受最大 65kN 的橫向力,確保在要求嚴苛的起重機作業中的可靠性。
CGWK 軌道夾安裝說明
鐵路走線
在開始安裝之前,必須依照設計規格將滑軌對齊。此步驟對於確保導軌的正確定位和整個系統的正常功能至關重要。
底板定位
接下來,沿著軌道方向以 500 公釐的間距定位底板。此外,確保螺栓中心到軌道中心的垂直距離(值 a)定位正確,以確保正確的對齊和功能。
底板焊接
底板定位後,使用指定的焊接方法(兩面焊或三面焊)將底板焊接到起重機橫樑上。此步驟可將底板固定在起重機橫樑上,為軌道夾組成穩定的基礎。
組件組裝
要組裝 CGWK 導軌夾請依下列順序執行這些步驟:
- 定位螺栓以固定組件。
- 將上夾板放到底板上。
- 在螺栓上加上平墊圈、彈簧墊圈和螺母。
- 最後,以 220N-m 的扭力鎖緊螺帽,確保系統安裝穩固,即可使用。
遵循這些指示,即可 CGWK 導軌夾 系統將有效地安裝,為固定起重機軌道提供可靠耐用的解決方案。精確的設計、高強度材料的使用以及簡易的安裝方式,使其成為要求嚴苛的工業應用的理想選擇。







